共挤塑木复合材料是国内外近年兴起的第二代新型环保塑木复合材料,从结构上看,该材料包括芯料和将芯料包裹的面料,木纹的效果体现在面料。制备方法是指利用热塑性塑料(聚乙烯、聚丙烯和聚氯乙烯等)与木粉、稻壳、秸秆等废植物纤维混合成的芯层料经锥形双螺杆挤出到机头,与另外通过一台单螺杆挤出机挤出的含高分子材料和色母的包覆面料进行汇合挤出成表面有不用木纹效果的型材:这种型材兼具木材和塑料的性能与特征,是能替代木材和塑料的新型复合材料,主要用于建材、家具、物流包装等行业。

目前通过传统单螺杆挤出机生产的型材木纹外观存在无法忽视的缺点,最常见的问题就是仿木纹效果不理想,分散不均匀,或有或无且容易出现单侧流纹现象,与原木材相比,共挤混色塑木材料颜色和纹理不自然,缺乏木质感。
针对以上缺点科技人员提供一种仿木纹共挤混色塑木复合材料的生产装置,可以优化含高分子材料的面料和色母添加流程,使最终型材的表面具有木质的颜色和纹理。采取的技术方案是:仿木纹共挤混色塑木复合材料的生产装置,包括彼此连通的第一挤出部件、第二挤出部件和共挤模块,第一挤出部件和第二挤出部件的输出端分别与共挤模块的两个输入端连接,第一挤出部件用于投入高分子材料和废植物的混合物,第二挤出部件用于投入面料,在传统方案中两者在共挤模块中混合后挤出即可成型,其中混合物作为芯层,面料作为表层。生产装置还包括:面料入口,设置在第二挤出部件远离共挤模块的位置;色母入口,设置在第二挤出部件靠近共挤模块的位置。
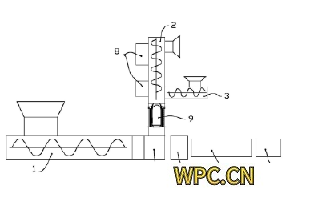
由于面料和色母的熔点不同,这里通过在不同阶段分别输入原料,再通过调整合适的加热温度,能够轻松控制两者在即将到达共挤模块之前处于近似的熔融状态,制成的表层的质地会更加地均匀。生产装置还包括木纹控制部件,设置在第二挤出部件的末端和共挤模块之间,包括外壳和固定在外壳内部的混炼模块,外壳的内部和混炼模块均为回转体结构,外壳首尾两端分别与第二挤出部件和共挤模块连接。混炼模块与外壳之间具有间隙,混炼模块靠近第二挤出部件的前端为头窄身宽的结构,面料与色母混合后接触混炼模块后会被混炼模块排挤到四周的间隙,除了把色母适度塑化达到直线型的明显木纹效果之外,也能够使色母均匀分布于面料之中。作为上述方案的改进,一般的色母的熔点较低,在色母被挤入混炼模块与外壳之间的间隙后依靠摩擦力也有机会获取足够的热量转变为熔融状态;还有就是色母直接从熔融状态的面料中吸收部分热量,从而转变为熔融状态。不过所述外壳上设有加热部件,可以更加方便加热色母,提高生产效率。通过分开加入面料和色母,有效解决了现有技术中两者同时加入时色母过度融化且容易受到面料熔解干扰造成的流速不稳定所出现的仿木纹效果不理想或有或无的现状。同时色母的加入量处于可控状态,自然地所生产的仿木纹也处于可控状态。通过上述的技术方案,可最大限度地发挥色母的效果,同样颜色的产品可减少加入量,降低成本;同时也可进一步微调木纹控制部件的结构,适应不同熔融指数的色母,有效解决现有技术对色母使用的局限性。此生产装置通过分开加入面料和色母,有效解决了现有技术中两者同时加入时色母过度融化且容易受到面料溶解干扰造成的流速不稳定所出现的仿木纹效果不理想或有或无的现状。同时色母的加入量处于可控状态,自然地所生产的仿木纹也处于可控状态。






